
在GB/T 5267.3里面,第8.3条款如图1所示。
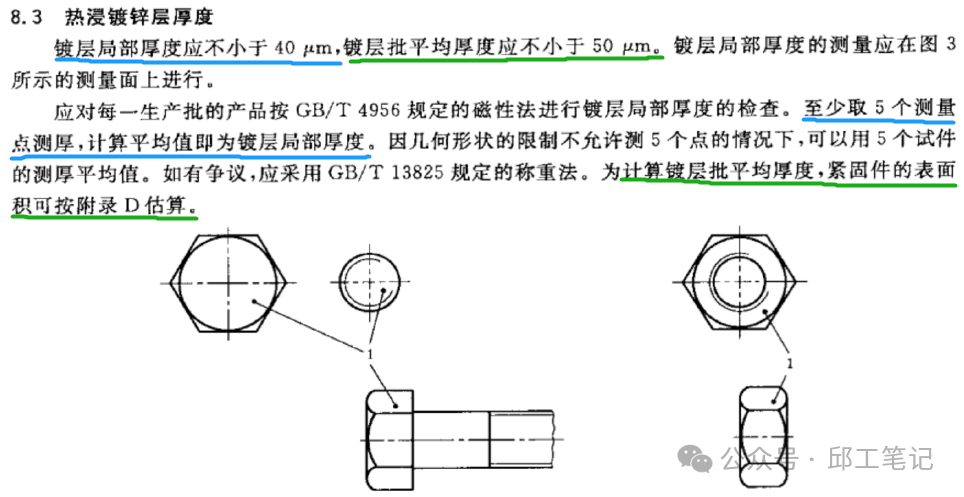
图1 GB/T 5267.3
镀层局部厚度
要求:不低于40μm
测量方法:取至少5个测量点厚度平均值
特点:是用磁性法“测”出来的,不是“算”出来的
用途:常规检测
镀层批平均厚度
要求:不低于50μm
计算方法:
特点:是用称重法“算”出来的,不是“测”出来的
用途:争议解决
因此我们可以初步得到的结论是
标准里面的“镀层局部厚度”=技术规格书里面的“局部厚度”,但在检测人员这里属于不当理解。他所认为的平均50.1μm实际上应该和40μm对比,如此显然符合标准要求。
标准里面的“镀层批平均厚度”≠技术规格书里面的“镀层平均厚度”,说直白点,技术规格书里面的这个“镀层平均厚度”属于不当表述。
实际上,还有另外一个概念:最小局部厚度。那么它的意思应该是实测值中的最小值了吧?并非如此。
就像上面解释的那样,“局部厚度”指的是在一个参考面重复测量多次之后取得平均值。
而“最小局部厚度”指的是在多个参考面上分别求得的“局部厚度”中最小的那个。如果大家觉得不好理解,请看下图案例:
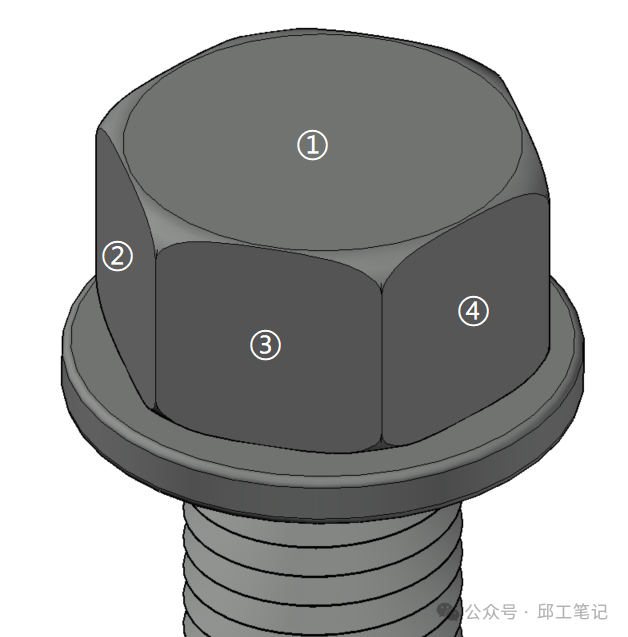
图2 六角螺栓4个参考面
图2是一个六角螺栓,我们取4个“参考面”:①②③④。
假如技术人与对4个面的检测结果分别是: ① 42、45、38、43、36 ② 40、55、41、39、38 ③ 36、50、40、43、41 ④ 35、40、39、45、40
那么对应每个参考面的“局部厚度”为: ① 40.8 ② 42.6 ③ 42 ④ 39.8
因此,该螺栓“最小局部厚度”为:④39.8
当技术规格书里面要求“局部厚度不低于40μm”,除非指定参考面,否则即意味着所有参考面的检测平均值都必须高于40μm,而非每一个点位都必须高于40μm。
电镀锌
与热浸镀锌相同,电镀锌也有自己的标准文件——GB/T 5267.1。
老版的电镀锌标准文件里面,也有“镀层局部厚度”和“镀层批平均厚度”这俩概念,如图3所示。
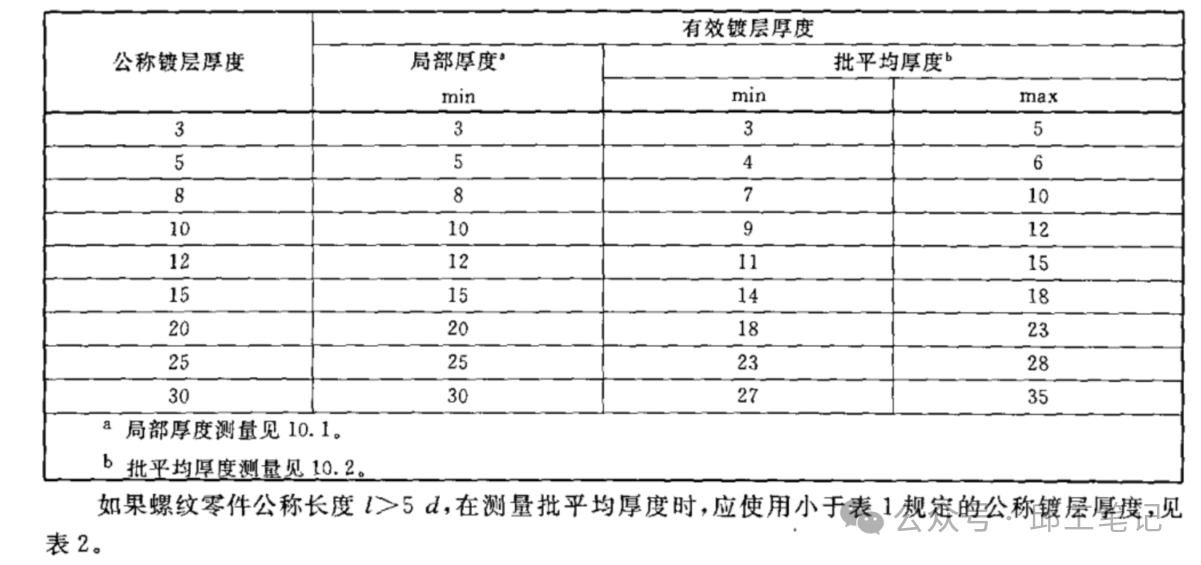
图3 GB/T 5267.1-2002
不过,在国际标准于2022年修编之后,我国标准紧随其后也删掉了“镀层批平均厚度”的要求。之所以这样做,是因为 “镀层批平均厚度”对于电镀工艺来说有很大的局限性,出于更严苛的要求,只保留“最小局部厚度”要求更能保证电镀锌质量,如图4所示。
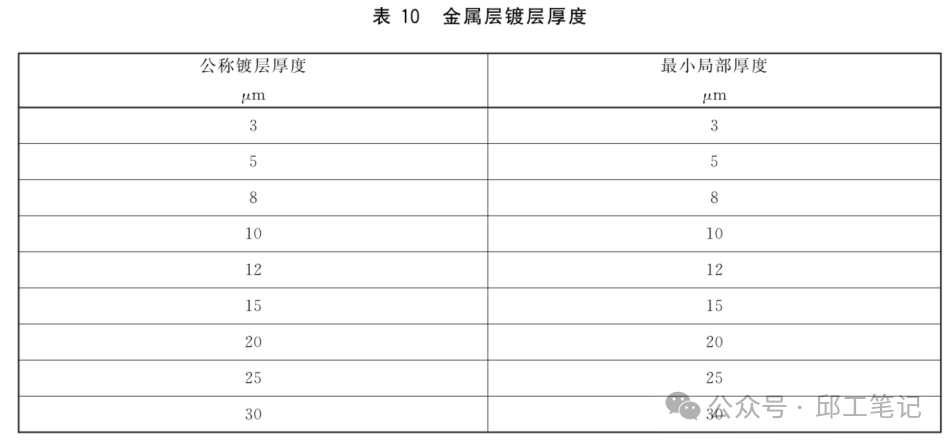
图4 GB/T 5267.1-2023
关于为何热浸镀锌和电镀锌的锌层检测要求不一样,只能说这是由二者工艺决定的。我们下期再详细分析。
手机扫码浏览


