
螺丝的有关术语
1.螺丝、螺母、螺帽、螺栓、螺钉、螺柱的区别:标准说法是没有螺丝和螺帽的。螺丝是俗称,带有外螺纹的都可称"螺丝"。螺母外形通常为六角形,内孔为内螺纹,用来与螺栓配合,把紧相关件。螺帽是俗称,标准应称"螺母"。
螺栓的头部一般为六角形,杆部带有外螺纹。螺钉较小,头部有平头、十字头等,杆部带有外螺纹。螺柱实际应叫“双头螺柱”,两头均有外螺纹,中间一般是光杆。螺纹长的一端用来与深孔连接,短的一段与螺母连接。
2.常见的英文表示:Screw / Bolt / Fastener(螺丝/螺钉) (螺栓) (紧固件)
3.螺纹的定义:螺纹是一种在固体外表面或内表面上,有均匀螺旋线凸起的形状 。
螺纹作用
1.紧固和连接作用:适用于现阶段大部分螺丝产品。
2.传动作用(位移作用):如QC检查尺寸用的千分尺。
3.密封作用:如管道的连接密封。
螺纹的发展史
机牙螺纹:装配时先在装配物上钻孔攻牙,所攻内牙与螺丝的外牙规格一致,使用较小力矩装配。

自攻螺纹:装配时先在装配物上钻孔,不需攻内牙,使用较大力矩装配。

自钻螺纹:直接在装配物上使用,螺丝钻孔攻牙一次成型。
螺丝的加工方式
1.车削加工(Turning)
通过去除材料的方法使材料达到预想之形状
优点:加工精度高,无模具限制
不足:生产成本高,加工速度慢
2.锻造加工(Forging)
通过外力挤压材料使之发生变形以达到预想之形状
优点:生产速度快,成本低,适合大批量生产
不足:成形受模具限制,复杂产品的模具费用高
3.冷镦
是在金属线材不加热的状态下,使用模具借助外力对其挤压变形的过程,冷镦工艺只是锻造工艺的一种。
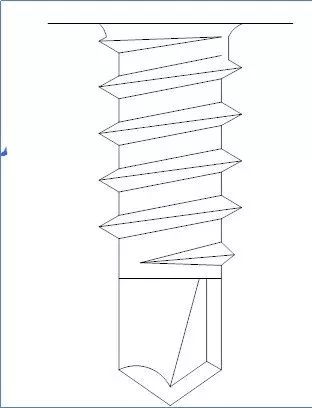
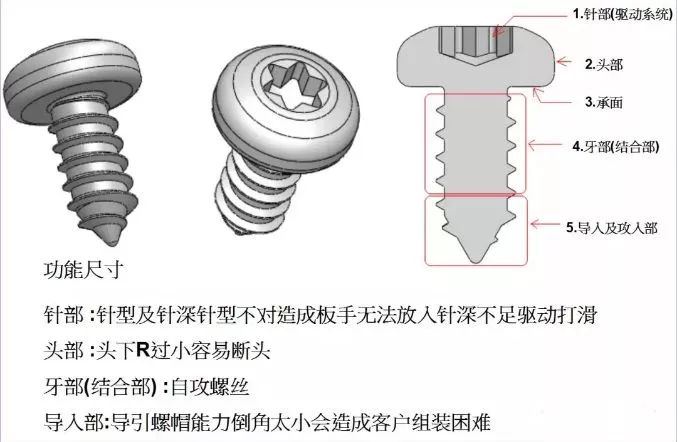
螺丝基本构型介绍
要了解螺丝螺栓,先要知道他们的类型、特征及功能:
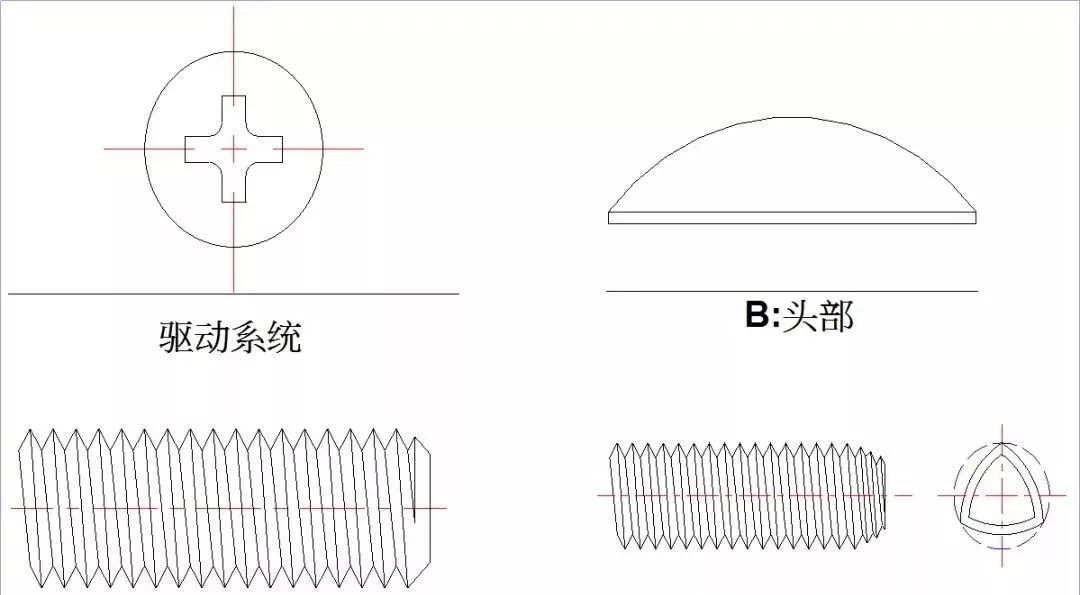
A:驱动系统
B:头部
C:牙型部结合部
D:导入及攻入部
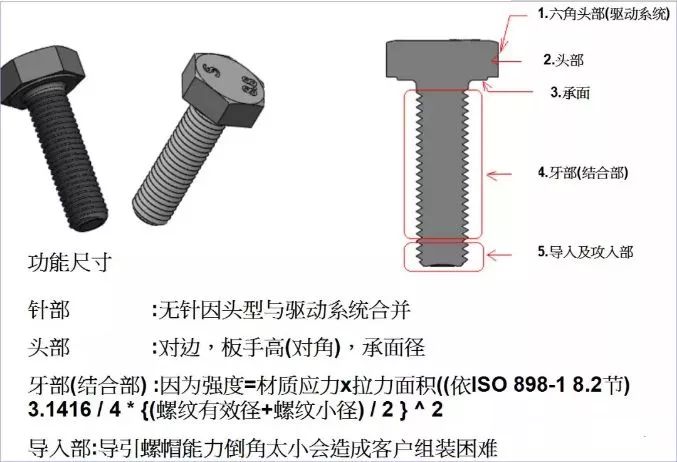
机械牙螺丝
自攻牙螺丝
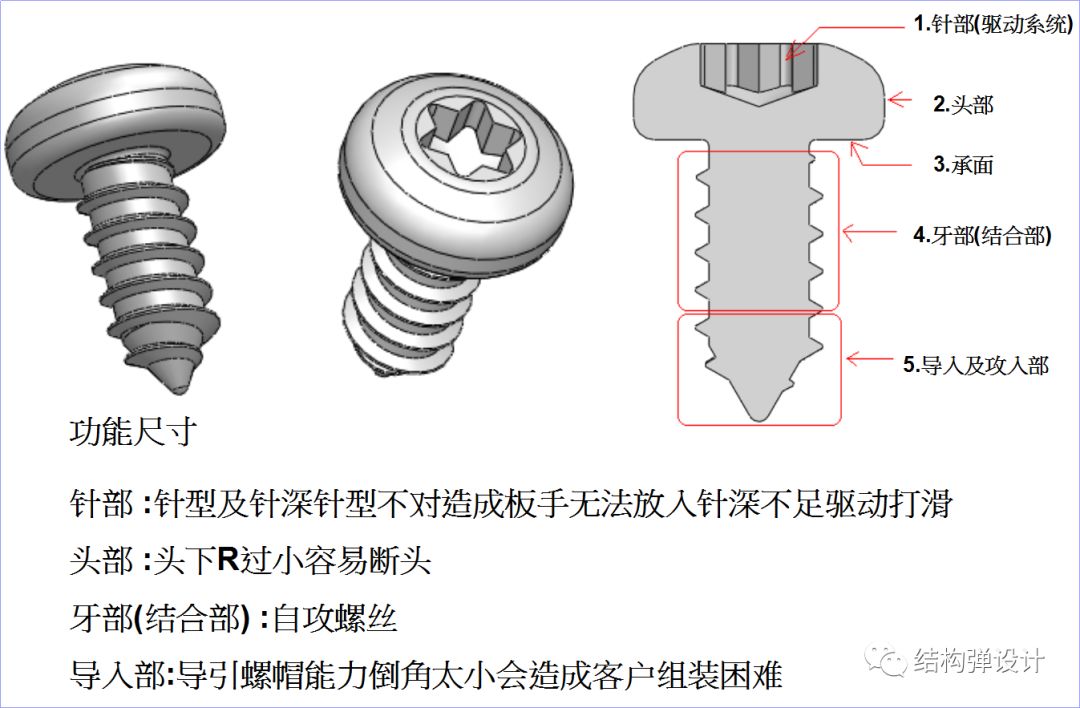
三角牙螺丝
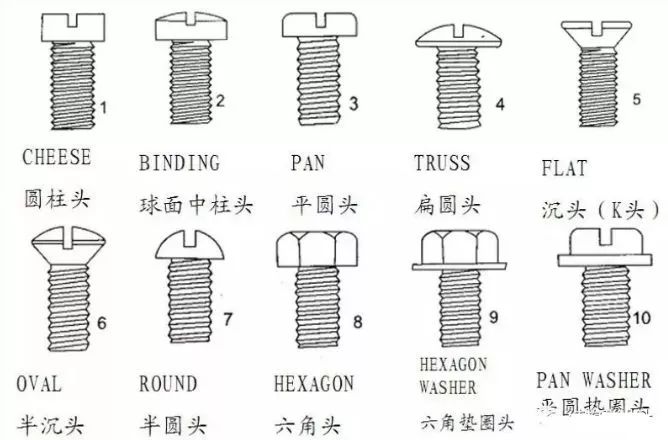
螺丝头型
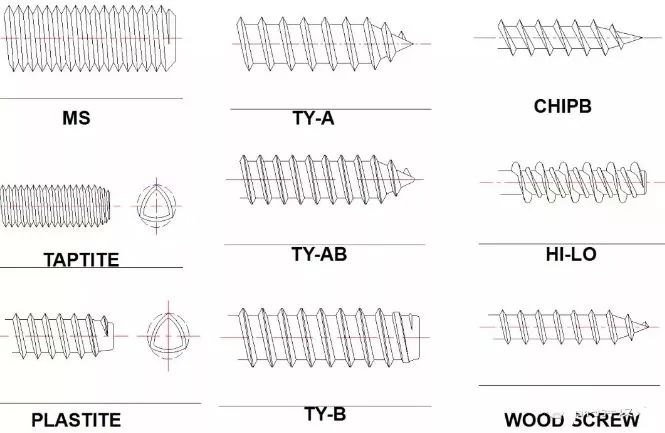
螺丝牙型
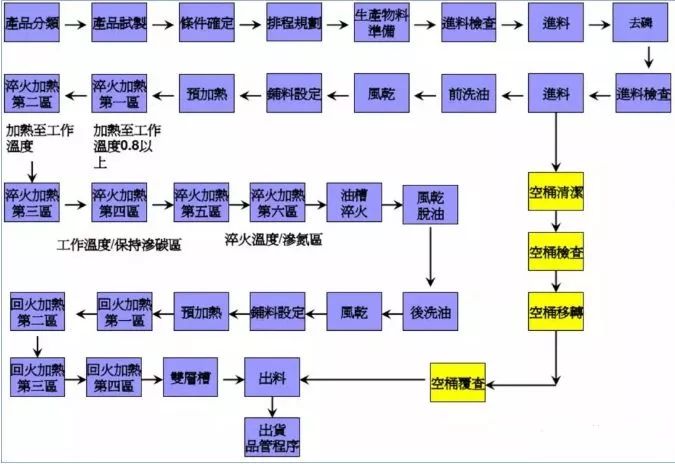
螺丝工艺流程
大致流程图如下:
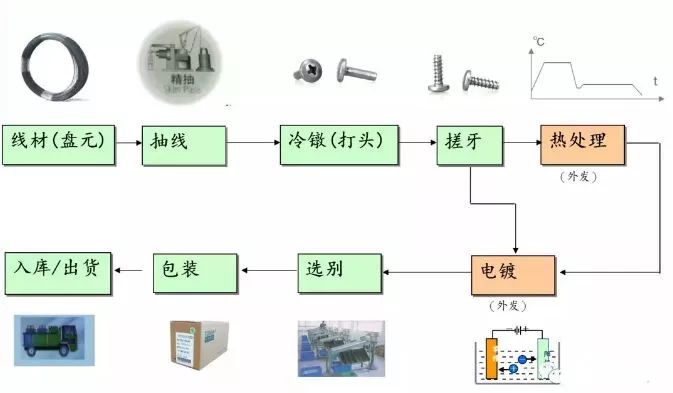
盘元工序
指原材料制造厂商购入的原始盘条,一个盘元主要包括以下参数:A、厂牌B、品名C、规格D、材质E、炉号或批号F、数量或重量。碳钢盘元的主要化学成分有:C、Mn 、P 、S 、Si 、Cu 、Al ,其中Cu 、Al 的含量越低越好。

抽线工序
为了达到我们需要的线材直径(如至3.5mm抽线)。
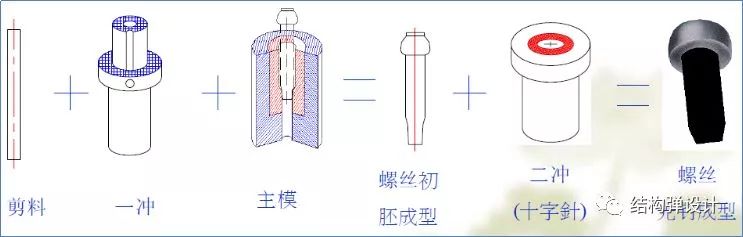
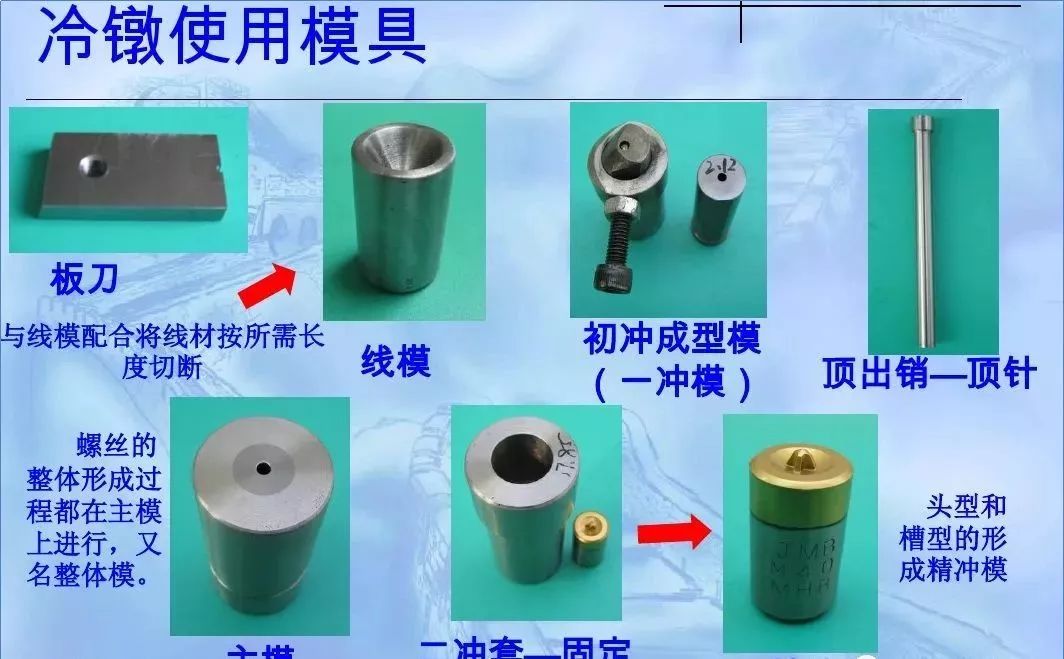
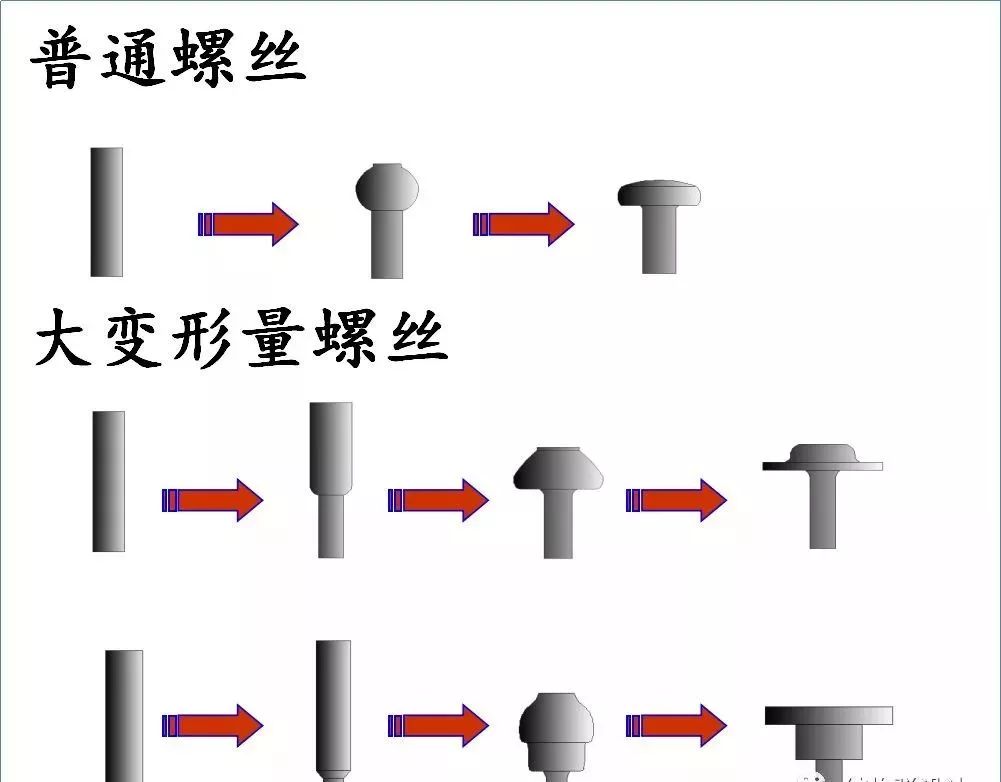
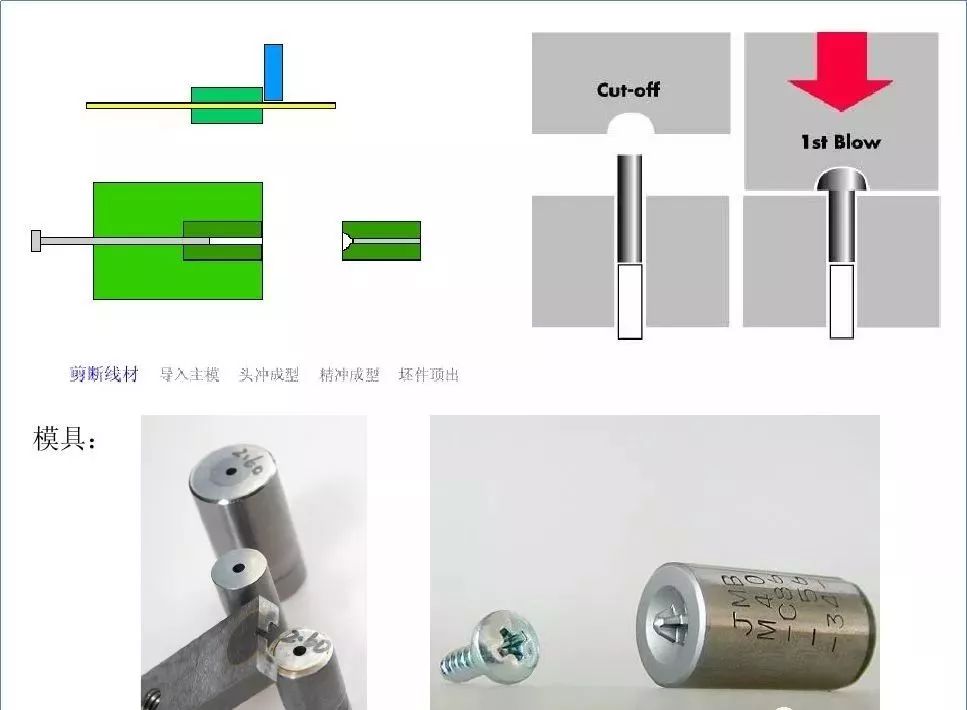
冷镦(打头)工序
通过模具之间的相互作用,使之成型,先将线材切断,镦成螺丝坯件,形成头部,十字槽(或其它头型) 螺纹坯径及杆长,头下圆角等。
说明:可根据客户的需求进行设计,常用的头型为P头、B头、F头、T头等常用的槽型有十字槽,一字槽,梅花槽,内六角槽等。
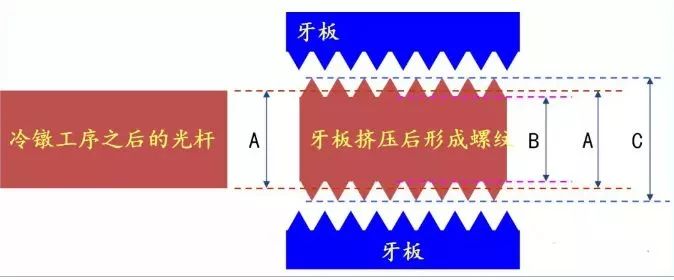
搓牙工序
将冷镦好的坯件搓出螺纹,通过活动牙板与固定牙板的相互作用,使之牙纹成型。
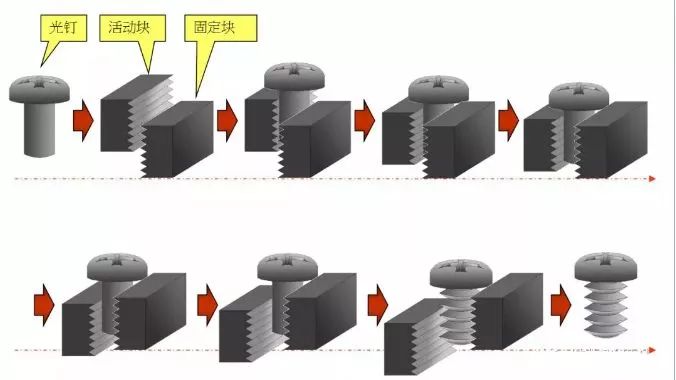
搓牙前后的变化
搓牙机

搓牙板(模板)

热处理工序
1.目的:为使螺丝在冷镦加工后得到更高的硬度和强度。
2.作用:实现对金属的自攻锁付,提高金属件机械性能,如抗扭、抗拉、耐磨。3.分类:A.退火:(700℃x 4hr):拉长组织——正多边形化。

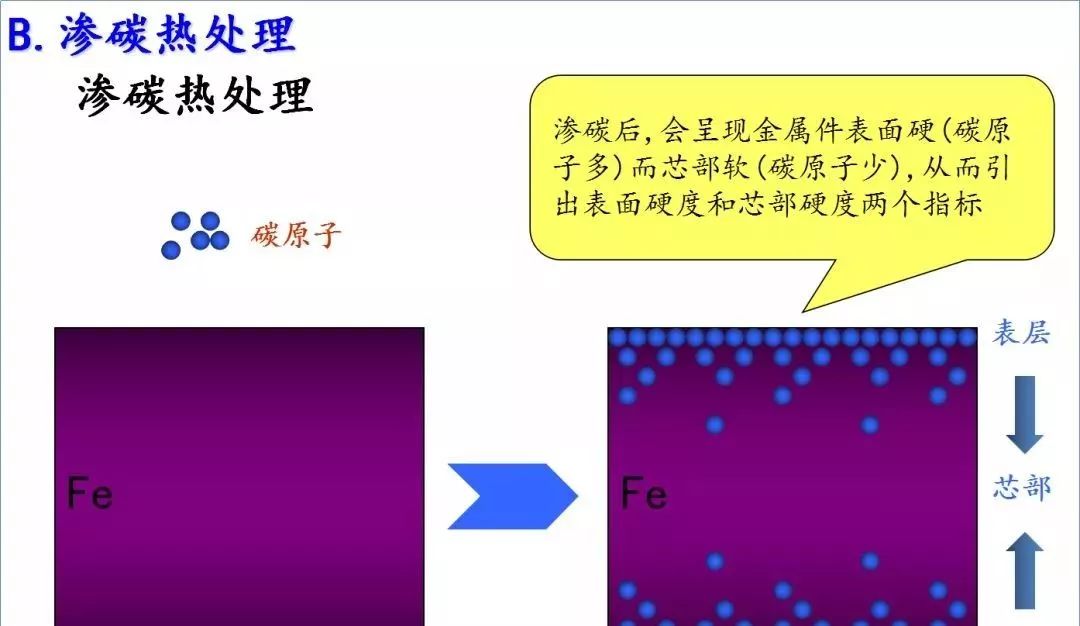
冷加工组织形态B.渗碳热处理(向金属件中添加碳元素,以提高其表面硬度,针对含碳量低的金属材料) 。
C.调质热处理(不向金属中添加元素,以温度的变化来改变金属内部结构,以得到更好的机械性能)。
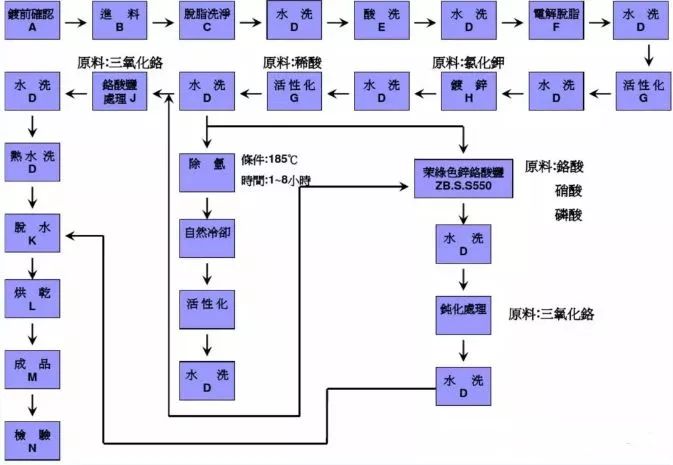
电镀工序
电镀后的产品表面可以呈现所需的颜色效果与表面抗氧化镀层效果。
手机扫码浏览


